

生产流程:
人工配好物料直接倒入料仓
250L预储料罐
800L储水罐 ----1.5立方乳化机搅拌罐―→搅拌均匀―→双联过滤―→2立方成品储料罐
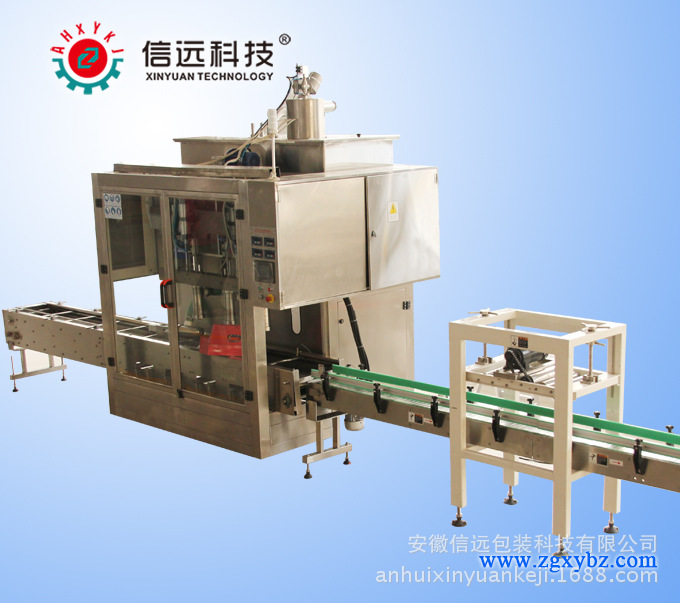
10泵火塞式灌装机 理盖、旋盖机 喷码机 成品输出
2头半自动灌装机 半自动旋盖机


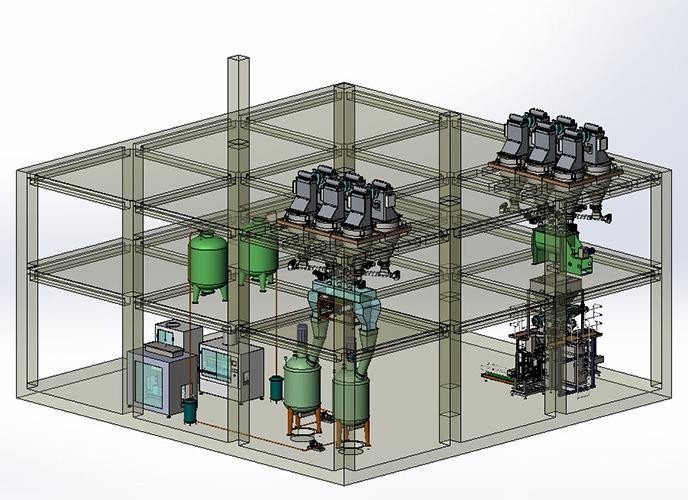
技术方案
原料为厌氧发酵产生的沼液(TS1%),富含丰富的微量元素,B族维生素,各种水解酶,有机酸和腐殖酸等生物活性物质,但养分含量偏低(约1%),不符合国家或农业部的肥料规范,无法作为肥料商品销售或施用于土地,而常规浓缩的处理方式成本太高。因此,本方案才用微生物发酵技术消纳沼液,通过添加有益微生物菌种和充足养分生产复合微生物肥料,产品形态为液体,品质符合标准《复合微生物肥料》(NY798-2004)要求,可用于提高农产品产量和品质,既可作为液体肥料,也可用于农田滴灌系统或作为叶面肥料。产出附加值较高的肥料,更主要的是大大节省了沼液的排污处理费。
2、生产工艺
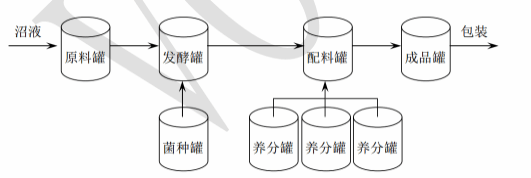
微生物发酵工艺主要分为5道工序。1贮液,发酵的沼液经预处理后送入原料罐,贮藏1-2d后送入发酵罐;2接种发酵,沼液进入发酵罐,接种特定有益生物,并伴随充分的搅拌混合,液体在发酵罐中停留2-4d后送入配料罐;3养分配料,为使肥料品质符合国家标准,需按严格的工艺程序向沼液中添加养分;4贮液,添加养分后的液体送入成品罐,贮藏1-2d后送入包装罐;5包装,对成品液体肥料进行自动灌装。

总控制系统
配料、混合、输送等保证其连续、高效、稳定的工作。总控柜密封防潮、防尘。控制功能包括:
1.原料的自动称重配比。
2.配比好的物料自动卸入混合机自动混合自动卸出。
3.*化的程序设计,实现各组成设备*效的匹配。
4.各料仓及混合机均有检测是否完全排清物料的功能指示。
5. 安全性设计、人性化设计。总控设有急停按钮开关。
6. 设备与设备之间下料口处采用方便拆装的软质不透气和不透水的连接。
7. 对系统各种故障发出报警。




